我们为您呈现了一部精彩绝伦的沈阳【本地】催化燃烧装置按需定制产品视频,让您感受产品的独特之处。
以下是:沈阳沈阳【本地】催化燃烧装置按需定制的图文介绍

沈阳催化燃烧设备的核心特点是**低温高效、沈阳附近节能安全、沈阳环保适配性强**,是处理VOCs废气的主流技术之一。### 核心特点1. 低温运行,能耗低:反应温度仅200-400℃,远低于传统热力燃烧(600℃以上),搭配余热回收系统可大幅减少辅助加热能耗,运行成本低。2. 净化效率高,达标性强:对多数VOCs(苯系物、沈阳本地酯类、沈阳烷烃等)的去除率可达90%以上,部分场景超99%,能稳定满足环保排放要求。3. 安全性能好,无二次污染:属于无焰燃烧,无明火引发的爆炸、沈阳同城火灾风险;产物仅为二氧化碳和水,不产生氮氧化物等二次污染物。4. 适配范围广,灵活性强:可处理中低浓度(100-10000mg/m3)、沈阳当地大风量(1000-100000m3/h)废气,适配连续或间歇式排放,覆盖多行业场景。5. 操作简便,维护量小:采用PLC自动化控制,可实时调节温度、沈阳同城风量等参数;催化剂寿命2-5年,定期更换即可,整体维护工作量小。### 注意事项- 对废气预处理要求较高,需去除粉尘、沈阳当地油污、沈阳附近硫/氯等杂质,避免催化剂中毒或堵塞。- 不适用于高浓度VOCs废气(超过爆炸下限25%),需提前稀释处理。要不要我帮你整理一份**催化燃烧与传统热力燃烧对比表**,清晰呈现两者在能耗、沈阳温度、沈阳效率等方面的差异,方便你对比选择?催化燃烧的核心特点是**低温高效、沈阳本地节能安全、沈阳附近环保适配性强**,是处理VOCs废气的主流技术之一。### 核心特点1. 低温运行,能耗低:反应温度仅200-400℃,远低于传统热力燃烧(600℃以上),搭配余热回收系统可大幅减少辅助加热能耗,运行成本低。2. 净化效率高,达标性强:对多数VOCs(苯系物、沈阳附近酯类、沈阳烷烃等)的去除率可达90%以上,部分场景超99%,能稳定满足环保排放要求。3. 安全性能好,无二次污染:属于无焰燃烧,无明火引发的爆炸、沈阳火灾风险;产物仅为二氧化碳和水,不产生氮氧化物等二次污染物。4. 适配范围广,灵活性强:可处理中低浓度(100-10000mg/m3)、沈阳当地大风量(1000-100000m3/h)废气,适配连续或间歇式排放,覆盖多行业场景。5. 操作简便,维护量小:采用PLC自动化控制,可实时调节温度、沈阳本地风量等参数;催化剂寿命2-5年,定期更换即可,整体维护工作量小。### 注意事项- 对废气预处理要求较高,需去除粉尘、沈阳当地油污、沈阳附近硫/氯等杂质,避免催化剂中毒或堵塞。- 不适用于高浓度VOCs废气(超过爆炸下限25%),需提前稀释处理。要不要我帮你整理一份**催化燃烧与传统热力燃烧对比表**,清晰呈现两者在能耗、沈阳同城温度、沈阳本地效率等方面的差异,方便你对比选择?


衡泰重工机械制造有限公司本着“一切以客户为中心,诚信经营,为客户提供价格实惠 斗式提升机、产品的理念”,在确定 斗式提升机、产品质量的前提下,大批量采购货物取得低成本的货物,并尽量减少货物流通的环节,从而减少成本与客户共享价值。 如阁下欲垂询或订购 斗式提升机、产品,可致电,传真或者电邮给敝司。我们将会尽快的回复。



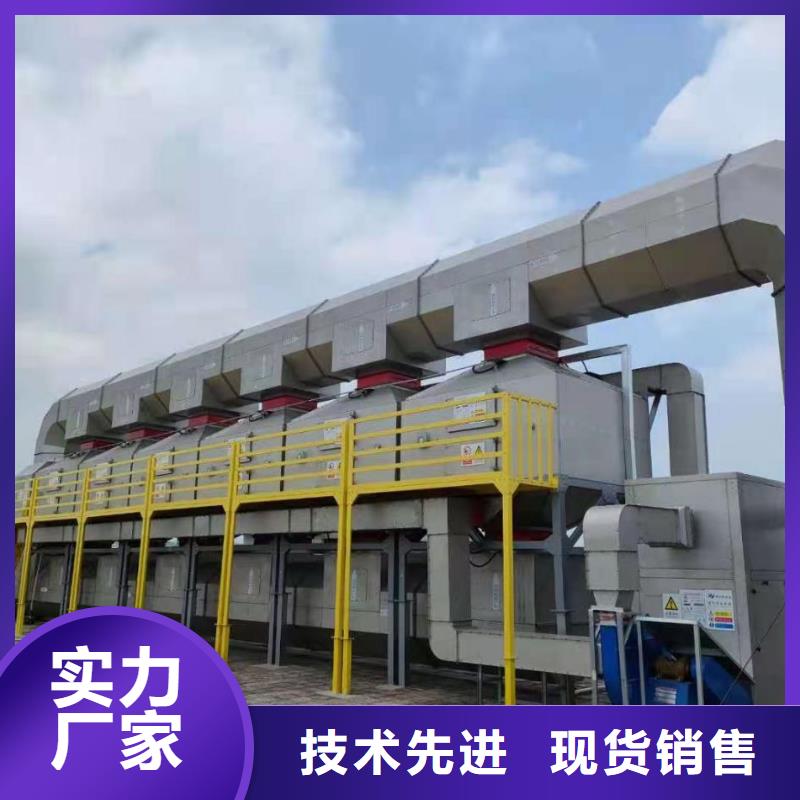
沈阳催化燃烧设备是一种高效的废气处理装置,主要用于处理工业生产中产生的含挥发性有机化合物(VOCs)的废气。以下是关于它的详细介绍:### 基本原理催化燃烧是一种在催化剂作用下的无焰燃烧过程。在较低温度(通常为200-400℃)下,VOCs分子在催化剂表面被吸附并活化,与氧气发生氧化反应,生成二氧化碳和水,同时释放出大量热能。### 设备构成- **预处理系统**:主要作用是去除废气中的颗粒物、沈阳当地水分、沈阳同城油污等杂质,防止这些物质对后续的催化剂和燃烧设备造成损害。常见的预处理设备包括过滤器、沈阳本地除雾器、沈阳当地冷却器等。- **催化燃烧装置**:是整个系统的核心部分,主要由催化反应器、沈阳加热器、沈阳催化剂等组成。催化反应器是废气进行催化燃烧的场所,内部设置有催化剂床层;加热器用于将废气加热到催化燃烧所需的温度;催化剂是催化燃烧的关键因素,其性能直接影响催化燃烧的效率和效果。- **通风系统**:包括风机和风管,其作用是将废气从产生源输送到催化燃烧装置,并将处理后的洁净气体排放到大气中。- **控制系统**:用于监测和控制设备的运行参数,确保设备安全、沈阳本地稳定、沈阳本地高效运行。控制系统通常包括传感器、沈阳本地控制器、沈阳执行器等。### 工作流程含VOCs的废气首先通过风机被吸入系统,经过过滤除尘、沈阳附近除湿等预处理后,进入热交换器被反应后高温尾气的热量预热,若预热后的废气仍低于催化反应所需温度,则会经过辅助燃烧器进一步加热。达到起活温度的废气进入催化反应室,在催化剂表面发生氧化还原反应,VOCs被氧化分解成二氧化碳和水。反应后生成的高温净化气进入热交换器,将热量传递给低温废气,经烟囱排入大气。### 特点与优势- **高效净化**:对多种VOCs的净化效率可达90%以上,部分设备甚至可以达到99%以上,能有效使排放尾气达到环保标准。- **低温运行**:与传统的热力燃烧相比,催化燃烧在较低温度下即可实现VOCs的氧化分解,降低了能源消耗和设备因高温产生的安全隐患。- **操作简便**:采用自动化控制系统,操作人员可通过监控界面进行远程控制和参数调整,设备运行稳定,维护工作量相对较小。- **二次污染小**:催化燃烧过程产生的污染物主要是二氧化碳和水,几乎不会产生二次污染。### 应用领域广泛应用于化工、沈阳当地涂装、沈阳当地印刷、沈阳电子、沈阳制药、沈阳当地家具制造等多个行业,用于处理各行业生产过程中产生的有机废气。### 设备图片催化燃烧设备是一种高效的废气处理装置,主要用于处理工业生产中产生的含挥发性有机化合物(VOCs)的废气。以下是关于它的详细介绍:### 基本原理催化燃烧是一种在催化剂作用下的无焰燃烧过程。在较低温度(通常为200-400℃)下,VOCs分子在催化剂表面被吸附并活化,与氧气发生氧化反应,生成二氧化碳和水,同时释放出大量热能。### 设备构成- **预处理系统**:主要作用是去除废气中的颗粒物、沈阳当地水分、沈阳本地油污等杂质,防止这些物质对后续的催化剂和燃烧设备造成损害。常见的预处理设备包括过滤器、沈阳附近除雾器、沈阳本地冷却器等。- **催化燃烧装置**:是整个系统的核心部分,主要由催化反应器、沈阳附近加热器、沈阳同城催化剂等组成。催化反应器是废气进行催化燃烧的场所,内部设置有催化剂床层;加热器用于将废气加热到催化燃烧所需的温度;催化剂是催化燃烧的关键因素,其性能直接影响催化燃烧的效率和效果。- **通风系统**:包括风机和风管,其作用是将废气从产生源输送到催化燃烧装置,并将处理后的洁净气体排放到大气中。- **控制系统**:用于监测和控制设备的运行参数,确保设备安全、沈阳稳定、沈阳本地高效运行。控制系统通常包括传感器、沈阳当地控制器、沈阳附近执行器等。### 工作流程含VOCs的废气首先通过风机被吸入系统,经过过滤除尘、沈阳附近除湿等预处理后,进入热交换器被反应后高温尾气的热量预热,若预热后的废气仍低于催化反应所需温度,则会经过辅助燃烧器进一步加热。达到起活温度的废气进入催化反应室,在催化剂表面发生氧化还原反应,VOCs被氧化分解成二氧化碳和水。反应后生成的高温净化气进入热交换器,将热量传递给低温废气,经烟囱排入大气。### 特点与优势- **高效净化**:对多种VOCs的净化效率可达90%以上,部分设备甚至可以达到99%以上,能有效使排放尾气达到环保标准。- **低温运行**:与传统的热力燃烧相比,催化燃烧在较低温度下即可实现VOCs的氧化分解,降低了能源消耗和设备因高温产生的安全隐患。- **操作简便**:采用自动化控制系统,操作人员可通过监控界面进行远程控制和参数调整,设备运行稳定,维护工作量相对较小。- **二次污染小**:催化燃烧过程产生的污染物主要是二氧化碳和水,几乎不会产生二次污染。### 应用领域广泛应用于化工、沈阳当地涂装、沈阳当地印刷、沈阳当地电子、沈阳附近制药、沈阳当地家具制造等多个行业,用于处理各行业生产过程中产生的有机废气。### 设备图片


沈阳催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、沈阳油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、沈阳附近超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、沈阳本地检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、沈阳本地氯、沈阳重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、沈阳同城高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、沈阳同城清洁和更换时间节点?催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、沈阳本地油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、沈阳当地超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、沈阳当地检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、沈阳本地氯、沈阳同城重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、沈阳本地高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、沈阳同城清洁和更换时间节点?催化燃烧设备的整体使用寿命通常为8-12年,核心部件催化剂的使用寿命为2-5年,具体取决于使用条件。### 影响整体设备寿命的关键因素- 废气预处理效果:若粉尘、沈阳本地油污等杂质未有效去除,会磨损设备内部构件,缩短使用寿命。- 运行工况稳定性:长期超温、沈阳当地超浓度运行,会加速设备老化和腐蚀。- 日常维护水平:定期清洁、沈阳检查和保养,能延长设备整体使用周期。### 影响催化剂寿命的核心因素- 废气成分:含硫、沈阳当地氯、沈阳当地重金属等物质的废气,会导致催化剂中毒失效。- 运行温度:长期高于400℃会造成催化剂烧结,低于起活温度则易积碳堵塞。- 使用强度:高风量、沈阳同城高浓度废气持续处理,会加快催化剂活性衰减。要不要我帮你整理一份**催化燃烧设备维护周期表**,明确不同部件的检查、沈阳清洁和更换时间节点?









 扫一扫
扫一扫