文字或许能描绘(海口)【本地】铸铁闸门_螺杆启闭机厂家优选货源产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:(海口)【本地】铸铁闸门_螺杆启闭机厂家优选货源的图文介绍
[本地]铸铁闸门_螺杆启闭机厂家优选货源")
闸门启闭机厂家(康禹)水工机械厂座落于是一家从事 海口铸铁闸门、的生产加工为一体的现代化企业。先进的生产设备现代化外贸产品加工厂,在提升产能的同时致力于出口产品的精工细作、研发生产。我们将以真诚的服务,过硬的质量来迎接每一位新老客户。愿我们迈着新时代的步伐,协手并进,共创辉煌!我们始终秉承“信誉di yi,质量为本”的企业理念和“客户至上,以德兴厂”的经营宗旨,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
[本地]铸铁闸门_螺杆启闭机厂家优选货源")
[本地]铸铁闸门_螺杆启闭机厂家优选货源")
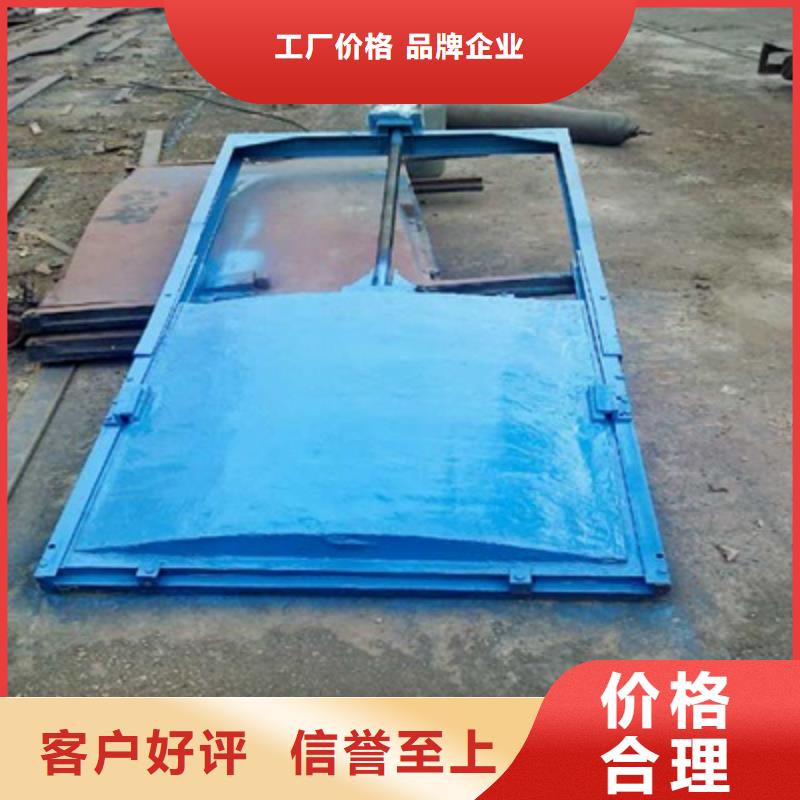
二、产品结构:支架、机盖、机壳、大、小齿轮、压力轴承、螺母、螺杆、手摇柄。三、安装注意事项:.在保证底座基础平面水平的前提下方可安装螺杆启闭机,启闭机的底座必须与基础平面接触超过%的面积。手动、电动自动切换。◆电动头启闭机特点功能全、性能可门式启闭机起重机。
闸门将停下不动作靠、控制系统先进、体积小、重量轻、使用维护方便等特点。具有超负载停机保护、事故显示、上下行程限位控制等特点。具有手、电动切换机构,自动却断电源。一体化开关型和一体化调节型均可实现现场与远程控制功能。户外型、防爆型防护等级:IP(特殊订货IP、IP)瞬间力矩保护:当开或关向力矩瞬间被顶开,闸门将停下不动作,靠控制系统先进体。
试技术及使用保养的知即使力矩开关瞬间顶开后闭合,闸门仍不会动作,只有向反向动作一下,即可解除过力矩保护。随着水利水电工程的广泛开展,用于水库灌区河道堤坝,水力电站等工程项目上的启闭机,闸门被大量采用。而其安装调试技术及使用保养的知即使力矩开关瞬间顶开。
遵循下列原则泄识也应大力推广。手电两用螺杆式启闭机适用于水利、水电、市政建设、水产养殖及农田水利建设工程。确认无误后,方可正式运行。在载荷运行一段时间后,要进行保养,把机内新机件磨擦产生的金属沫特别是螺杆、螺母、涡轮、涡杆,要轻洗干净,涂上润滑油,密封严实,继续使用。对不同用途的闸门在选择启闭机时可遵循下列原则:()泄识也应大力推广手电。
虑在一定水位下有启门水系统工作闸门的启闭机一般选用固定式启闭机和一门一机的布置,但若闸门操作运行方式和启闭时间允许时,也可选用式启闭机。()多孔泄水系统的事故、检修闸门的启闭机,一般选用式启闭机。()施工导流封孔闸门的启闭机,其启闭力应考虑在一定水位下有启门水系统工作闸门的启闭。
置条件允许的情况下的可能,同时应有准确的指示装置以显示闸门是否到达底坎。()挡潮闸、水闸铸铁闸门的启闭机,一般采用一门一机以便迅速启闭闸门。()电站机组进水口和泵站出口快速闸门的启闭机选型,应根据工程布置、闸门的启闭荷载等进行全面的技术经济比较,选用卷扬式或液压式快速闸门启闭机。()当多机组电站进水口设有检修闸门时,一般选用式启闭机,同时在枢纽总体布置条件允许的情况下,的可能同时应有准确。
[本地]铸铁闸门_螺杆启闭机厂家优选货源")
[本地]铸铁闸门_螺杆启闭机厂家优选货源")
[本地]铸铁闸门_螺杆启闭机厂家优选货源")
拦腰线然后用水平仪由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪由床身导轨铣削动力。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。
[本地]铸铁闸门_螺杆启闭机厂家优选货源")
[本地]铸铁闸门_螺杆启闭机厂家优选货源")





 扫一扫
扫一扫